برگه اطلاعات ایمنی ۴۰۰۰ ماده شناخته شده و امکان جستجوی هر ماده ای که شما نیاز دارید
لینک مستقیم دانلود
http://wiser.nlm.nih.gov/downloads_windows/WISER_Windows_Setup.exe
دستورالعمل پرتونگاری صنعتی RT(رادیوگرافی صنعتی )
1- هدف
هدف از تهیه و تدوین این راهنما ارائه مسیر جهت تدوین دستور العمل های کاربردی در شرکت تابعه شرکت ملی صنایع پتروشیمی است این راهنما شامل نکات بارز از الزامات و مقررات قانونی کشور می باشد.
2- مقررات کلی
رعایت مجموعه مقررات و الزامات قانونی جاری در کشور از جمله قوانین زیر الزامی می باشد.
1) قانون حفاظت در برابر اشعه مصوب 1368 مجلس شورای اسلامی
2) آیین نامه اجرایی قانون حفاظت در برابر اشعه 1369 هیئت وزیران
3) استانداردهای پایه حفاظت در برابر اشعه مصوب 1379 واحد قانونی سازمان انرژی اتمی
ادامه مطلب ...
لینک مستقیم دانلود
http://wiser.nlm.nih.gov/downloads_windows/WISER_Windows_Setup.exe
علت به وجود آمدن این منطقه در فرآیندهای جوشکاری را می توان مربوط به انتقال حرارت و انجام استحاله های متالورژیکی مرتبط با آن دانست.در این منطقه معمولا ترکیب شیمیایی ثابت مانده ولی ساختار فلز تغییر می کند.
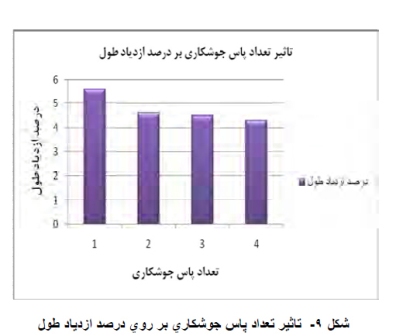
۱- روش های جوشکاری بر میزان آن موثرندومعمولا در روش جوش SMAW کمترین پهنا را دارد.در روش های گازی ،این منطقه دارای پهنای زیادی دارد چرا که میزان حرارت ورودی در آن زیاد است.
2- هر چه ضریب انتقال حرارت فلز پایه بیشتر باشد،این منطقه از پهنای بیشتری نیز برخوردار خواهد بود.
3- هر چه سرعت جوشکاری بالا باشد،پهنای این منطقه کمتر خواهد شد.
4- هرچه دمای پیش گرم کمتر باشد ،پهنای این منطقه نیز کمتر می شود.
5-در جوشکاری چند پاسی معمولا منطقه HAZ پهنای کمتری در مقایسه با جوش یک پاسی دارد.
در این منطقه ،حرارت دیدن منطقه فلز پایه با شرایط مختلف باعث می شود که ساختار متالورژیکی فلز پایه تغییرات زیادی نماید.دقیقا مثل این است که فلز پایه را در این منطقه آستنیتی کرده و سپس سریع سرد شود. در این منطقه،مارتنزیت تشکیل می شود.معمولا نیز سختی در این مناطق بحرانی است.فلذا در سرویس هایی که با محیط ترش سروکار دارند،میزان سختی و کنترل آن عامل بسیار مهمی است به طوریکه برای فولادهای کربنی ،میزان سختی نباید از 22 راکول سی افزایش یابد.معمولا نیز درمنطقه HAZ هرچقدر به منطقه جوش نزدیکتر می شویم؛با توجه به افزایش نرخ سردایش،سختی نیز زیاد می شود.
سمینار جوشکاری الکترواسلگ
این سمیناری که در ادامه مطلب برای شما قرار داده ام مربوط به سمینار چهار قسمتی از شرکت الکو جوش می باشد که پیرامون جوشکاری الکترواسلگ می باشد. دوستان عزیز می توانند این کلیپ ها را در ادامه مطلب به صورت آنلاین تماشا و یا با نرم افزار دانلود منیجر دانلود بفرمایند.
ادامه مطلب ...منابع تغذیه جوشکاری اینورتری عصر کنونی با تغییرات شگرفی به سرعت در حال حرکت است و در گذر این تغییرات هر روز شاهد رشد و شکوفایی در زمینههای علمی و دانش بشری هستیم و تکنولوژیهای جدیدی در عرصههای تخصصی و صنعتی انسان را روز به روز بهسوی توسعه و تعالی سوق میدهد.
این پیشرفتها و تغییرات در صنایع مختلفی جلوهگر میشود که موضوع مورد بحث ما در اینجا در زمینه صنعت جوشکاری است و آن تکنولوژی پیشرفته اینورتر است.
یکی از مسایل اصلی که در عصر تکنولوژی نمود چشمگیری پیدا کرده، مسئله انرژی و چگونگی مصرف آن است. در کشور ما در راستای هدفمندسازی یارانهها و اصلاح الگوی مصرف و با مطرح شدن موضوعاتی نظیر مدیریت و کنترل مصرف انرژی و همچنین افزایش رقابت و کاهش هزینههای تولید این موضوع از اهمیت خاصی برخوردار گردیده و از این نظر سیستمهای اینورتری اعتبار ویژهای پیدا کرده است.